1 机械结构设计
1.1 翻转要求
首先由机器人将工件放置于翻转机的承料台上,翻转机感应到工件,然后进行翻转,这样就可实现被放置工件上下表面调换。要实现此要求,一般要求工件放置好后需要将工件夹紧,旋转机构将其翻转 180°,夹紧机构松开。
1.2 结构设计
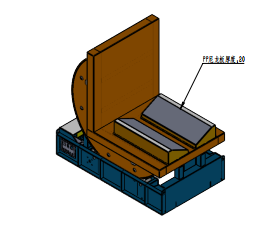
左右翻转机的机械结构如图 1 所示。整个机构主要由工件夹持机构、翻转机构和支撑架三部分构成。其中,工件夹机构主要由一个伸缩气缸、铝型材承料支架和多个定位块构成 ;翻转机构是由一台配减速器的步进电机、膜片式联轴器、轴承和转动支撑板组成,其固定于转动支撑板上,设计的减速器传动比为 15∶1 ;支撑架主要由矩形的底箱和两根带上横杆的立柱构成,控制电箱放置于底箱内,三色报警指示灯固定于横杆上。
2 控制设计
翻转机整个动作顺序如下 :
(1)将物料放置到下盖板,由定位块定位,翻转台上盖板由气缸推动下移,使上下盖板闭合,实现夹紧工件 ;
(2)翻转台顺时针翻转 180°,翻转到位后翻转台上盖板上移,上下盖板打开实现物料上下表面的调换 ;
(3)取走物料,完成一次翻转动作 ;
(4)再次放入物料,气缸动作,上下盖板闭合 ;
(5)翻转台逆时针翻转 180°;
(6)气缸动作,上下盖板打开。
在一个动作循环中,翻转机可完成两次翻转。翻转机复位后,放置工件的料架处于水平位置,自动运行过程中,反复执行上述动作步骤。
2.1 电气控制构成框图
整个系统的电气控制框图如图 2 所示。图中,PLC 控制电磁换向阀和步进电机驱动器,分别实现气缸的上、下盖板的开与合以及上下盖板的翻转。
2.2 电气原理图
左右翻转机控制原理如图 3 所示。步进电机采用共阳极接法,即步进电机驱动器上,STEP+,DIR+,EN+ 端口和开关电源的 24 V 端口相连,脉冲输入 STEP- 和 PLC 的Y001 相连,方向输入 DIR- 与 Y003 相连。气缸的伸缩由电磁阀控制,PLC 通过 Y005 控制电磁阀线圈。三色指示灯采用常亮闪光型接法。由于三色指示灯的红灯、黄灯、绿灯、蜂鸣器每个工作电流 20 mA 以上,采用小型电磁继电器增大 PLC 驱动三色指示灯的能力。以绿灯为例,Y010 驱动电磁继电器的线圈,然后由电磁继电器的常开触点控制绿色指示灯。
2.3 程序流程
该翻转机控制系统具有手动和自动两种控制方式。手动方式主要完成上下盖板打开、上下盖板闭合、左翻转、右翻转和复位。自动模式分为外部和内部两种控制模式 :外部控制模式时,由外部控制器发出一个“启动翻转”的 I/O 信号,翻转机动作,完成一次翻转,上下盖板打开后,通过 I/O 信号给外部控制器发出“翻转完成”的信号,如此实现外部控制 ;内部控制模式时,可由物料有无信号或控制按钮来控制翻转台翻转。系统控制流程如图 4 所示。
为提高系统运行的可靠性,系统程序设置了异常状态监测,主要包括伸缩气缸动作超时、翻转台翻转动作超时、伸缩气缸伸缩同时感应检测异常、翻转台左右限位同时检测异常以及急停异常等。系统出现异常时,即由三色报警灯和蜂鸣器提示,一般需要排除故障后,并再次复位后才能重新运行。